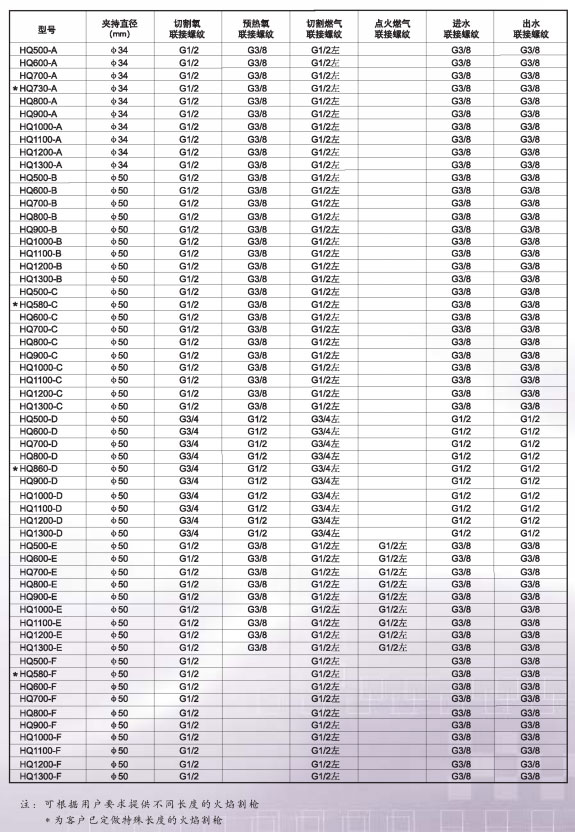
火焰割枪
特性及用途:
用于连铸坯的自动火焰切割,内部设有循环水冷却回路,能长期在高温恶劣的条件下连续正常使用。

型号及标记说明:
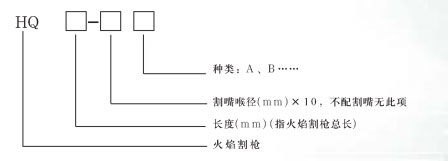
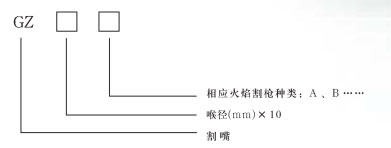
由于火焰割枪在使用时,前端割嘴是易损件,为了方便用户单独订制割嘴特作割嘴型号标记说明:
标记示例:
火焰割枪:长度为730mm,割嘴喉径为2.4mm的A类火焰割枪:HQ730-24A。
割嘴:喉径为2.4mm的用于A类割枪:GZ24A
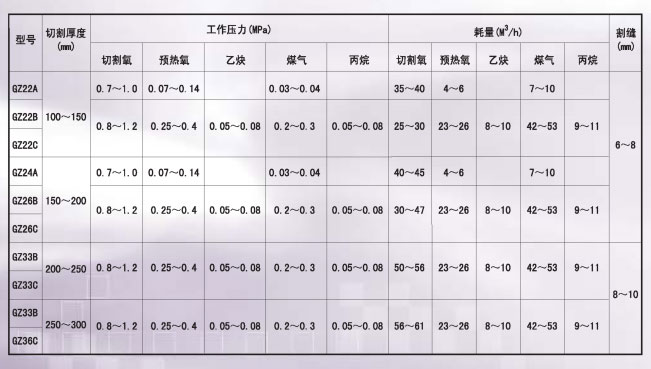
割嘴
特性及用途:
用于连铸坯的自动火焰切割。具有切割氧流清晰、噪声小、能耗低、 切割速度快,止回安全、割缝窄等优点。

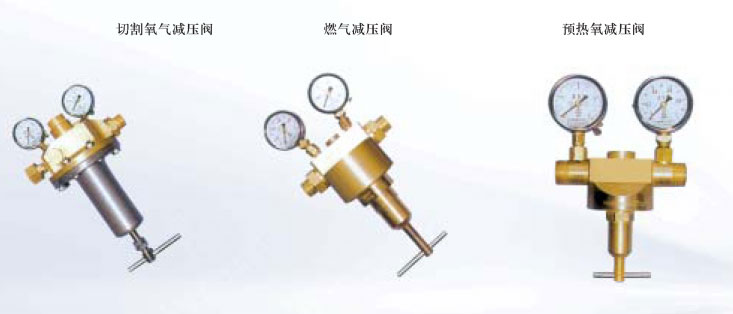
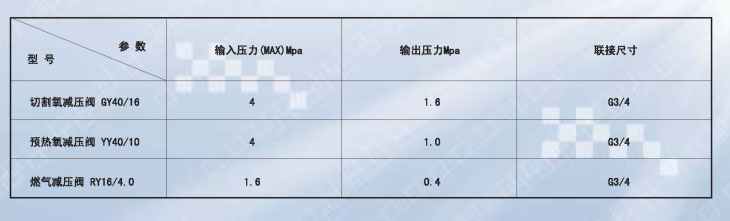
减压阀
特性及用途:
用于连铸坯的自动火焰切割能源介质箱。在输入压力和流量变化时均能保持输出压力的稳定和足够的流量。
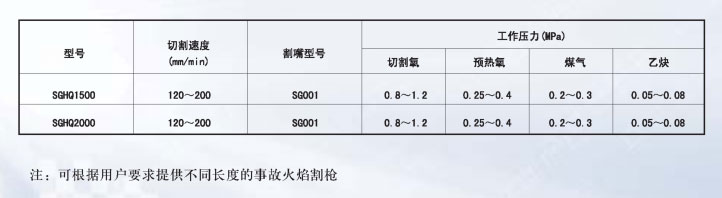
SGHQ型事故火焰割枪
特性及用途:
当连铸作业线上出现拉还故障时,例如:漏钢,铸坯没有完全割断 可用事故割枪进行手工切割,排除故障使生产正常进行。

FHG型铸方坯块自动火焰切割机
1、用途
FHG型连铸方坯自动火焰切割机是方(矩)坯连铸机后部主要设备,主要用于把矫直的铸坯切割成所需的定尺长度。
2、技术参数
(1)规格:
切割钢种:普通碳钢、优质碳素钢、低合金钢
切割铸坯断面尺寸(mm): 100 X 100、120 x 120、150 x 150、180 x 180、180 x 220
铸坯最大拉速(m/min): 3.5
切割速度(mm/min):300-450
(2)重量:约2500kg
(3)能源介质:(单枪)
氧气:纯度压力>1.2MPa 耗量64Nm3/h
燃气:
(1)霞普气: 纯度≥97% 压力≥0.05~0.08MPa 耗量 9~11Nm3/h
(2)煤气: 压力≥0.2~0.3MPa 耗量 35Nm3/h
(3)天然气: 压力≥0.07~0.19MPa 耗量 25Nm3/h
冷却水:工业净化水
压力 0.4~0.6MPa 耗量 6Nm3/h
水质要求:温度<25°C 悬浮物<20mg/L
最大杂质粒度<0. 2mm

NK型能源介质控制箱
用于板还、方坯、管坯连铸机火焰切割。为切割机提供氧气、燃气(炼焦煤气、丙烷、天然气或乙炔中的一种),将钢坯按需要的定尺进行火焰切割。
根据需要可以同时控制二流、三流、四流或更多流连铸坯的火焰切割。

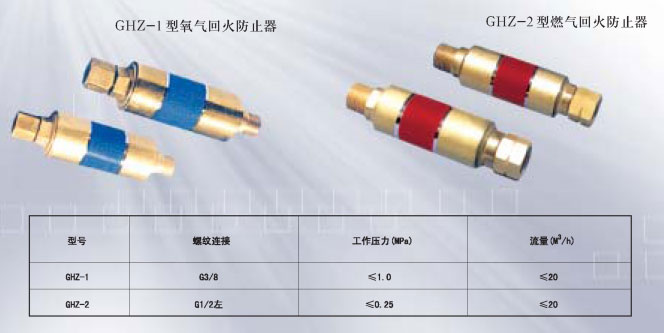
GHZ型干式回火防止器
采用铜合金或不锈钢颗粒的粉末冶金止火管,挤压强度高,熄火性能好,使用寿命长。一旦回火能迅速自动切断进气, 熄灭火焰,无明火外泄。回火熄灭后,能迅速自动恢复正常工 作。用于火焰割枪后部的预热氧气和燃气通道。
YFZ、RFZ型事故切割氧气阀站,燃气站
这是一种立式的事故切割的岗位式供气装置,每套阀站包括氧气阀站和燃气阀站各一台,可以供二把切割枪同时使用。
YFZ型氧气阀站由进气法兰,不绣钢闸阀,储气筒体及两组不锈钢球阀,氧气减压器(GY40/16型)及出气胶管接头组成。
RFZ型燃气阀站与上述相同,RY16/4.0型燃气减压器及回火防止装置。
进气部位设有过滤器,去除铁绣杂物,连接之前必须将管道仔 细吹扫,氧气管道必须用四氯化碳去油脂处理。

FZ-B、RFZ-B型事故切割点阀站
这是一种挂壁式的气源供气装置,每套点阀站可以供二把切割枪使用。
YFZ-B型氧气阀站由法兰(115)、GY40/16型减压器、储气 筒、球阀、出气束接(2处)组成。
RFZ-B型燃气阀站由法兰(115)、过滤器、RY16/4.0型减压器、球阀、GHZ-2型回火防火器、出气束接(2处)组成。 外形尺寸:1000 X 800 X 240mm
不论总管道的输入压力和出口流量与要求范围内有何变化, 输出压力均能保持稳定,满足事故切割枪和其他切割作业的正常使 用。氧气通道必须严禁与油脂接触。
火焰割具在圆坯连铸线使用现场

火焰割具在方坯连铸线使用现场

火焰割具在板坯连铸线使用现场

火焰割具在异型坯连铸线使用现场
